 wap站
wap站

 在线咨询
在线咨询 联系我们
联系我们 服务热线:
服务热线:


地址:长沙河西高新技术产业开发区观沙岭工业园
电话:0731-88619255
手机:13517481259
联系人:李先生
传真:0731-88619266
E-mail: csgtr@163.com
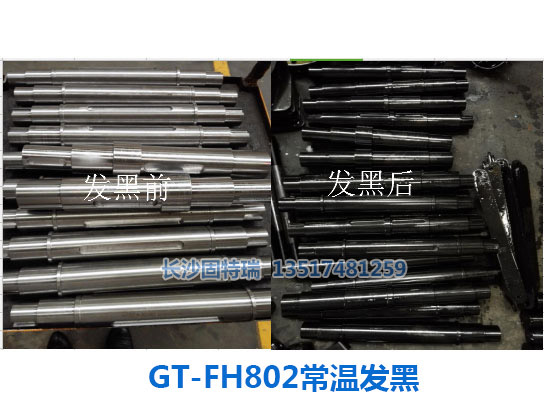
GT-FH802常温发黑剂
详情介绍:

一:产品介绍
我公司改进研制成功的GT-FH802钢铁常温发黑剂具有溶液稳定、发黑时间短色泽适宜、使用工艺方便简单,原材料充足、成本低等优点,特别是发黑膜层的附着力,抗腐蚀能力明显优于原产品。它具有无污染、省能源、无钢型选择性等特点。为解决长期存在的碱性高温发黑污染大、耗能高,选择钢性等问题开辟了新的途径,为各厂家钢铁制品发黑处理提供了理想的工艺。本产品广泛用于机械零件、标准件、工艺产品、弹簧等工业部门的钢铁零部件表面发黑装饰及防护处理。
二:产品优点
1、节约能源。发黑完全不需用电,同碱性高温发黑比,节电100%。2、提高工效。碱性发黑需40-80分钟,本常温发黑剂只需2-5分钟。
3、发黑成本低。设备简单、只需塑料、陶瓷槽、盆即可,而且操作容易。
4、工艺适应性强。对钢性无选择,含碳量不同和表面加工状态不同的钢铁零部件均能获得整体表面颜色的一致效果,而且发黑后的工件,既可脱水油封闭;又可封闭剂封闭。
5.附着力牢固、防腐性强、发黑后工件表面稳定,室内环境可有效防锈达2年。
6.不会影响工件尺寸,黑膜层仅为1.0微米至3微米之间的厚度。不须外协加工,节省来回运输交通、货物装卸等时间及金钱,或因此而引起的工件碰伤和时间上不必要的延误。
三:技术指标
1、理化指标:
本品外观为蓝绿色透明液体,不燃不爆、不挥发、不腐蚀、运输安全,长期贮存化学性能稳定。比重:1.04±0.02 PH值:2 发黑量:60~150公斤/升(3~8M?)。
2、耐蚀性:
经机电部电镀产品质量监督检测中心检测结果为:
⑴、3%CuSO4 •5H2 O点滴,30秒符合标准;
⑵、20%醋酸点滴:10分钟符合标准;
⑶、5%草酸点滴:8分钟符合标准。
3、耐磨性:
用NOS-ISO壹型磨耗试验机,测试符合Q/OJS0001-1995标准
4、外观和耐蚀性符合GB/T15519-2002化学转化膜-钢铁黑色氧化膜(国家标准)、WJ535-82(兵器工业标准)和MID-DLT-13924D标准。(美国国防部军标)
5、本产品能处理包括08F钢板、硅钢、铸铁等各种型号的钢铁材料。现应用领域已扩张至某些牌号的不锈钢、高合金钢,铁基粉末冶金件。正在向有色金属、镍合金、铜、铜合金等发黑技术领域开拓。
钢铁常温发黑作为一种简单易行、节能、高效、无污染的新工艺,深受表面处理界及热处理界的欢迎。钢铁常温发黑处理简单的原则:高质量的发黑剂+正确处理工艺=优质产品+高效益。全部工艺流程可以概括为:
前处理-常温发黑-后处理三个阶段
五:前处理工艺流程
包括除油和除锈活化两道工序。在具有优质发黑剂的前提下,这是常温发黑成败的关键,总的要求是被处理件除油务必彻底,表面活化要好。前者一般都比较重视,而对表面活化往往重视不够,可以肯定活化程度与膜的结合力成正比。针对目前用户的实际情况, 我们推荐以下三种工艺流程可供选择:
流程一:GT-901无磷清洗脱脂剂→水洗→水漂洗→常温GT-FH822去锈活化剂活化或GT-CX666中性除锈剂2-15分钟(氧化皮较厚的零件,可在180-250克/升加热的硫酸中去锈。)→水洗→水漂洗→GT-FH802常温钢铁发黑剂(2-5分钟)→ 水冲洗(1分钟)→ 皂化→热水洗→浸GT-FX238脱水防锈油(5分钟)
(此流程适合油污不多,无厚氧化皮的零件,各道工序处理时间到位,质量稳定,成本低。)
流程二:喷砂→水洗→GT-FH802常温钢铁发黑剂→ 水冲洗(1分钟)→ 皂化→热水洗→浸GT-FX238脱水防锈油(5分钟)
(此工艺流程适合零件表面有很厚氧化皮、厚油污及难以用酸活化的高硅钢、高锰钢、高铬钢等零件。喷砂机可选用密封式或水性喷砂机,适用于有喷砂设备的企业,无酸、碱废液排放,质量优于化学前处理,膜层牢固可靠。适用于有喷砂设备的企业无酸、碱废液排放,质量优于化学前处理,膜层牢固可靠。)
流程三:超声波除油→水洗→除锈活化→水洗→GT-FH802常温钢铁发黑剂→水洗→皂化→热水洗→浸GT-FX238脱水防锈油(5分钟)
(适用于有深孔、盲孔和形状复杂的零件。)
六:槽液控制
经前处理并清洗干净的工件即可转入常温发黑处理:
1、配槽液:GT-FH802常温钢铁发黑剂为浓缩液加4-6倍清洁水为工作液,工作液的PH值保持为2~2.5
2、发黑:工件进入常温发黑工作液后1分钟,可将工件上下抖动数次,使表面充分接触发黑液,发黑时间2~5分钟,掌握好发黑时间是得到优质发黑膜的关键,不同的材质,不同的工作液浓度发黑时间不一样,判断的依据:视工件表面有一层均匀黑色膜即可。发黑完毕后,在空气中停留1~2分钟,再经水洗,可充分利用表面的残液, ,减少发黑液的消耗,降低成本。
3、槽液调整:发黑液在使用中, 应注意检查PH值,当PH值超过2.5时应加以调整,方法为先将溶液过滤去沉淀,再加GT-FH802常温钢铁发黑剂浓缩液,使PH值恢复到2~2.5,即可继续使用,调整2~3次后要更换发黑液。当槽液PH值超过3以上很难调整,可适当延长发黑时间一直到不能用为止,一般最长为6~7分钟,才能成膜,使用一段时间后再更换槽液。
4、发黑液的“后效”问题,常温发黑件在完成操作过程后,表层中的化学反应并未最后完成,在空气中氧的作用下,这一转化过程,能提高膜的强度和附着力,黑度的均匀性也有所提高,发黑处理时间宜短,不宜长,只要表面黑色均匀一致即可出槽,充分利用后效作用,这样可以降低发黑液的消耗和提高产品的质量,降低成本。
后处理
常温发黑的后处理有三种可供选择的方法:
1、发黑件水洗干净后浸GT-FX238脱水防锈油(常温5分钟),防锈期可达一年。
2、发黑件水洗后先浸GT-FH816无铬钝化液再浸AF-FX238脱水防锈油,防锈期可达二年.
3、对于发黑后不允许用油处理的工件和对耐磨性耐蚀性要求特别高的零件,用AF-FB872水溶性封闭剂处理。
我们为常温发黑后处理研制的配套产品有:
1、GT-FH816无铬钝化液,不含六价铬和亚销酸盐,能提高发黑件的耐蚀性。
2、GT-FX238脱水防锈油,兼具有脱水和防锈双重功能。
3、GT-FB872水溶性封闭剂,含高分子化合物,使用时用1~3倍水稀释,成为工作液。稀释时先取少量水在搅拌下徐徐加入,至均匀后再加足余量水搅拌均匀。
七:注意事项
1、发黑槽、酸洗活化槽、挂具、吊兰都必须使用耐酸材料,以免过多的消耗发黑液。
2、水洗工序不可忽视,应尽可能用流动清水,(时间0.5~1分钟)用逆流漂洗(进水管深入槽下),充分洗净上道工序的残液,避免上道工序的残液带入下道工序,影响使用寿命。
3、工作完后各道工序溶液槽均应加盖,以保持清洁。
4、GT-FX238脱水防锈油槽应便于排出槽底脱下的积水,槽内应有多孔铁板托住工件,以免工件沉底。
5、尽量做到勤配,少配,用多少配多少。因为发黑处理时,溶解在溶液中的铁离子会继续跟槽液中的有效物质反应,使槽液提前失效。
6、操作时戴乳胶手套,避免眼睛和皮肤接触,如不慎接触用大量清水冲洗,严重者就医。
八:包装储存
25kg/桶(防止高温,放置阴凉通风处)